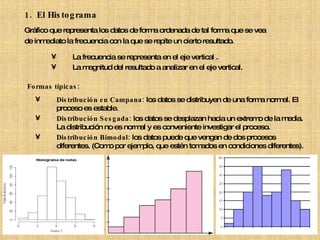
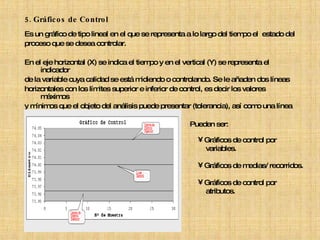
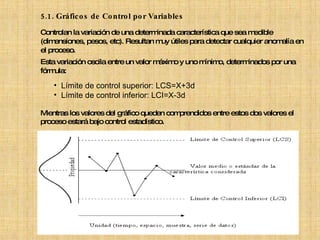
El documento describe diferentes técnicas estadísticas para la gestión de la calidad como histograma, polígono de frecuencias, control estadístico de procesos, estadística básica, gráficos de control y planes de muestreo. Explica cómo estas técnicas permiten analizar y controlar la variabilidad en los procesos de producción para asegurar que los productos cumplen las especificaciones.





























![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![Curso control estadisticos_de_procesos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cursocontrolestadisticosdeprocesos1-130925184706-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





















































