Proyecto Six Sigma en una planat de Alimentos
•Descargar como DOCX, PDF•
3 recomendaciones•7,430 vistas

Proyecto Six Sigma ralizado en una planta de alimentos. Problemas de sobredosificación en ls productos.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Proyecto Six Sigma en una planat de Alimentos
Similar a Proyecto Six Sigma en una planat de Alimentos (20)
Más de Ignacio Araya Zamora
Más de Ignacio Araya Zamora (16)
Último
Último (20)
Proyecto Six Sigma en una planat de Alimentos
- 1. UNIVERSIDAD TECNICA FEDERICO SANTA MARIA DEPARTAMENTO DE INDUSTRIAS VALPARAISO – CHILE CASO FINAL GESTION DE PROCESOS INDUSTRIALES MAGÍSTER EN GESTIÓN DE ACTIVOS Y MANTENIMIENTO Claudio Pimentel Juan Andaur Ignacio Araya Rodrigo Olguin Cristian Del Valle PROFESOR: Edward Johns-Cristián Carvallo 20 noviembre de 2018
- 2. 1. INTRODUCCION. Resumen: Desde el punto de vista de “negocio”, la metodología Seis Sigma, podría ser definida como una estrategia innovadora para generar una mejora significativa de la satisfacción del Cliente mediante la reducción de las variabilidades del proceso. El objetivo principal de este proyecto es aplicar la herramienta Seis sigma en el proceso de envasado. La empresa Mylpan es un actor económico importante en empresas que comercializan productos de mantecas y grasas comestibles por tal motivo poder mejorar el proceso e incrementar la productividad por medio de la metodología DMIAC permitirá identificar la situación actual y lograr reducir las unidades no conformes generadas por el proceso e incrementar la productividad. Objetivo General Aplicar la herramienta Seis sigma en el proceso de envasado en la empresa Mylpan Haciendo uso de la metodología DMAIC para reducir las unidades defectuosas por producción anual e incrementar la productividad. La reducción de los costos relacionados con las pérdidas de producción es uno de los principales objetivos de las empresas, reducir defectos por unidad o productos no conformes significa poder ofrecer mayor cantidad de productos a nuestros clientes, invirtiendo la misma cantidad de recursos, es decir siendo más productivos.
- 3. Objetivos Específicos Identificar la situación y los problemas en el proceso de envasado en la empresa Mylpan. Conocer las especificaciones del proceso y el cliente para el producto final. Analizar las condiciones actuales del proceso, mediante el uso de herramientas estadísticas propuestas en metodología Seis Sigma. Identificar causa raíces para determinar soluciones tangibles. Definir acciones de mejoras para el proceso, basadas en la metodología DMAIC. Proponer una metodología de seguimiento para medir los resultados esperados. Planteamiento del problema En la empresa Mylpan existen varios proyectos que se llevarán a cabo durante los meses venideros como la comercialización mantequilla tanto en pote como en panes y la comercialización de bolsas de 1 kilos de la línea de mantecas en diferentes presentaciones que actualmente es la que se comercializa en distintos centros comerciales. Su proceso lo conforman una serie de actividades como recepción de materia prima, recibo de insumos, enfriamientos, calentamientos, entre otras que agregan al producto la calidad y los requerimientos que el cliente espera. Una de las fases por la que debe pasar el producto es el envasado, proceso que se realiza en la máquina de nombre Carlini de procedencia argentina; la cantidad de materia prima que se utiliza en cada proceso de envase depende de la demanda del mercado, envasándose así determinada cantidad de producto necesaria para cada despacho, según la programación semanal determinada por el área de ventas. En este momento el producto más vendido por la compañía, correspondiente a esta Línea de Producción es la manteca en formato de 1 Kilogramo. Siendo para efectos prácticos una línea monoproducto.
- 4. Metodología a utilizar La realización de este proyecto se llevó a cabo por medio de la aplicación de un proyecto Seis Sigma usando para ello la metodología DMAIC a través de una investigación práctica que se evidencio por la recolección y estudio de los datos que permitieron identificar las características, deficiencias y oportunidades de mejora, que sirvan para proponer estrategias que permitan alcanzar los objetivos establecidos. La recolección de datos se realizó dentro de la empresa Mylpan como es una empresa joven y en vías de crecimientos, muchos de los datos no se encuentran en formato digital por lo que se tuvo que indagar en archivos para ir recopilando la información. Una vez identificado los problemas, se comenzó a estudiar los objetivos las métricas operacionales y financieras. Para luego definir el alcance del proyecto. Luego de la obtención de los datos se procedió a realizar una validación del proceso y de las variables que intervienen en este. Se realiza un análisis estadístico para determinar la capacidad inicial y la relación existente entre las variables de entradas y las variables de salidas obteniendo la base para establecer la mejora esperada. 2. DMAIC 2.1. Definición. Dentro de la etapa de definición, se busca la identificación de las necesidades y oportunidades de mejora que se tienen. De igual forma se establecen los objetivos propuestos a lograr. Lo más importante de la etapa es que se definen los objetivos del proyecto, los requerimientos críticos para el cliente, documentar el proceso y construir el equipo efectivo de trabajo. A continuación en Tabla N°1 se presenta el acta de constitución del proyecto y los integrantes del proyecto:
- 5. Tabla N° 1: Acta de constitución del Proyecto Titulo/Propósito REDUCCIÓN DE PERDIDAS EN PROCESO DE ENVASADO EN MAQUINA CARLINIPARA BOLSA 1 KILO EN EMPRESAS MYLPAN Planteamiento del problema El proceso de envasado de la empresa Mylpan, es un proceso semiautomático, donde el encajado es manual y el proceso de embolsado de la manteca es mediante una Máquina Sachetera. La especificación del producto indica que la bolsa debe pesar un kilogramo, pero el corte de la bolsa no se realiza mediante un sensor de pesos, si no mediante revoluciones del engrane, lo que provoca desviaciones. Cada gramo tiene costo de producción $1, con una producción diaria de 30T, es relevante revisar el impacto y tratar de minimizarlo. Objetivo En este momento las pérdidas por sobredosificado se estiman en CLP 43.000.000. El objetivo del proyecto es reducir esas pérdidas al menos a la mitad. Alcance Este proyecto pretende abordar la problemática en la sección de envasado en la maquina Carlini y proponer estrategias de mejora para la misma, por lo que no se analizarán otras áreas. Impacto en la Empresa La empresa, en particular el área de producción es el cliente interno de nuestro proyecto y el foco del mismo. El impacto directo del proyecto es la reducción del presupuesto de materias primas, reduciendo el costo de fabricación, y como impacto secundario la reducción de algunos defectos, como la rotura de bolsas por sobre dosificación. Impacto en el cliente El cliente externo puede , a primera vista estar a gusto recibiendo mayor cantidad de producto por el mismo precio, sin embargo, el negocio en que se mueve la empresa y sus clientes son alimentos, donde respetar la receta es relevante, por lo tanto un producto de Mylpan mal dosificado, impacta en la calidad del producto de nuestros clientes, que tiene a la manteca como materia prima. Foco de Mejora / Area Producción Envasado Manteca Foco de Mejora /Proceso Envase de bolsas Foco de Mejora /Producto-servicio Bolsas de mantecas de 1 kilo Ahorro Proyectado Se ha estimado una sobre dosificación de 3 gramos, promedio por bolsa, lo que en una producción diaria de 30T, a un CLP1 por gramo, representa casi CLP 21.600.000, más un margen que no factura de CLP 21.600.000. Centrando el proceso y dejando una variabilidad de +-1,segun LEIy LES, se puede lograr un ahorro de CLP 43.200.000 anuales. Acta de Constitución
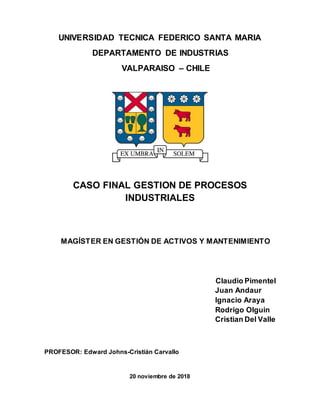
- 6. A continuación en Tabla N° 2, se definen los integrantes del proyecto. Tabla N° 2.1: Definición del Equipo de Trabajo Se debe conocer también el proceso a intervenir. En la siguiente imagen se muestra el diagrama de flujos de un proceso de fabricación y envasado de manteca general. El caso de estudio para el proyecto en curso, se centra en el empaquetado. La planta de Mylpan tiene sus procesos automatizados, y sólo interviene personal en el encajado. Muchas de las variables del proceso son medidas desde la sala de control y su monitoreo se realiza en tiempo real. Sin embargo el empaquetado o envasado, siendo un proceso automatizado, no tiene control de proceso. No existe monitoreo en tiempo real de la variable peso, ni es monitoreada desde sala de control. El control lo realiza un operador que lleva registro regularmente y realiza un muestreo forma manual. 2. Equipo del Proyecto Champion Rocco Viacava, gerente general Black Belt Juan Andaur Green Belt Ignacio Araya, Rodrigo Olguín, Claudio Pimentel Personal de Apoyo Operarios del área
- 7. Ilustración N° 1: Diagrama de Flujos del proceso de fabricación y envasado de manteca. Código T.03-HACCP-01 Versión 1 Fecha 27-07-2018 agua (17,18%) solido SOLIDO Expeller liquido Harina 9,2%( 14,5 % MG) Uso interno Liquido PCC 1 nitritos PCC2 CLIPS PCC3 COCCION PCC4 ENFRIAMIENTO Y PCC5 DETECTORDEMETALES Reprocesos ingreso de material Diagrama de Flujo: Refineria liquido (73%) Recepcioncerdo,vacuno,hueso RecepcionMMPPNo Carnicas y envalaje Cortadorde hueso Costillacabezade cerdo Trituradorde hueso Almacenamiento(camaradefrio) Almacenamiento DigestorPCC1 coccion Traslado pesaje PCC 2antioxidante Filtrado Almacenamiento caja y pallet almacenamiento Tripa plástica, tripa natural, Clip,Malla restosde producto, lámina plástica Exudado(1, 7) decanter Fasegrasa Pesaje de cerdo y vacuno Clientegranel almacenamiento Despachogranel pesajedehueso Prensado Molienda Enfriamiento Ensacado Recepcion devacuno(granel) despachogranel Emulsificante colorante Emulsionador Faseacuosa Agua pasteirizacion(pcc3) Cristalizador Envasado(PCC4) Almacenamiento Despacho Film de: mypanmanteca mypangrasa rimolmanteca rimolgrasa gramolgrasa mantemolmanteca Armadodepacking maxisaco1300 kilos Pesaje Etiquetado PGPR EMULSIFICANTE DMG MONODIGLICERIDO 6111 CRISTALIZADOR EMUSIONANTEARPLEX LECITINA BIXACROMSN 6110 SORBATODE POTASIO ACIDOCITRICO BENZOATODESODDIO ESENCIAMANTEQUILLA sal antioxidante acidocitrico
- 8. Tabla N°3: SIPOC del proceso de envasado de panes de manteca Mylpan 1- Grasa licuada. 1- Empresa vendedora de rollos estampados. 2- Mano de Obra para instalacion de rollos. Manteca presurizada para llenado de bolsas. Bolsa de manteca pre-ensamblada para llenado,con fecha de elaboracion, lote y vencimiento. Bolsa de manteca cargada con 1000 gr. Bolsa lista para ser llevada a contenedores de distribucion. 1- Variable de temperatura 40 °C TK. 2- Succion de Bomba (caudal estable de bomba de impulsion). 3- Maquina cristalizadora Temperatura debe ser reducida a 15°C. 1- Para cumplir con la producción diaria deben haber a lo menos 30.000 unidades de bolsa, cada rollo representa 10.000 unidades. 2- Para poder realizar un buen sellado inicial la variable de entrada debe ser controlada a 100 °C. 1- Para poder controlar la Variable peso de llenado 1000 grs.,se deben regular las vueltas de la bomba. 1- Para poder realizar un buen sellado final se debe controlar la variable temperatura 100 °C. Estacion de pre-ensamble y etiquetado. Estacion de llenado. Estacion de sellado final. Distribucion a clientes externos (supermercados, negocios, exportacion, clientes locales, etc.) Carga de maquina con rollo contenedor de bolsas de mantecas mas sellado inicial. Llenado de bolsa de manteca con bomba de engranaje doble. Sellado final y corte de bolsa para linea de distribucion. PROVEEDOR ENTRADA PROCESO SALIDA CLIENTE Transporte de materia prima (manteca) desde estanques de alimentacion (TK), hasta camaras presurizadas de llenado manteca. Transporte de materiaprima. Pre ensamble de bolsas de manteca y etiquetado. Llenadode bolsas de manteca. Selladofinalycorte de bolsapara ser enviadoa contenedoresde distribucion.
- 9. Teniendo claro el proceso, la siguiente definición debe ser la de variables dependientes e independientes de nuestro proceso. Un análisis SIPOC (Ver tabla N°3) nos permite ver claramente las entradas a Proceso, las X’s, tales como, presión, temperatura, densidad de la manteca; y las salidas del proceso, las Y’s, que es particularmente para este caso, bolsas de 1 kilogramo, encajadas de 10 unidades. La bolsa tiene ciertas características, otras variables de salida, tal como fecha de vencimiento legible, sellado correcto, etc., pero quedan fuera del alcance de este proyecto. SIPOC en esta Oportunidad nos ayuda a identificar el alcance del Proyecto, esto desde una etapa de flujo de proceso, por lo que, podemos en base a esta metodología interpretar a priori ¿Quién? o ¿Qué? debe tomarse en cuenta del proyecto, esto nos da a entender cómo funciona nuestro proceso y que más podemos atacar con claridad de acuerdo a la atenuante productos defectuosos que al año nos están generando una pérdida total de $ 43.000.000. Proveedores (SUPPLIERS): Entidades que proveen entradas al proceso tales como materiales, información, y recursos. Usa las entradas del proceso para identificar los proveedores. Insumos/Entradas (INPUTS): Todos los materiales, información y soporte (tangible o intangible) que se necesitan para apoyar el proceso. Una buena manera de decidir si vale la pena agregar una entrada al proceso o no, es preguntarse “¿es esta entrada medible?” y “¿qué pasa si esta entrada es omitida?”. Proceso (PROCESS): Estas son las actividades o acciones necesarias para convertir las entradas en salidas. Una manera de revisar si algo es un proceso es ver si puede ser descripto como una acción. Algunos ejemplos son: Medir, fluir, mezclar, cortar, etc. Resultados (OUTPUTS): Las salidas tangibles de un proceso, cada salida del proceso debe tener una medida o ser medible. Clientes (CUSTOMERS): Las personas o entidades para quien la salida es creada, ya sean parte de la empresa o externos a la empresa. Una alternativa de la columna cliente es incorporar allí a los requisitos críticos para el cliente. Para usar el modelo SIPOC es más fácil reordenar los pasos del mismo. Primero, identifique la salida o el resultado esperado del proceso. Puede ser más fácil comenzar identificando la salida, o el producto o servicio final .La salida y el punto final identificado de los límites del proceso deben ser el mismo.
- 10. 2.2. Medir. En esta etapa del DMAIC. Por medio de pruebas estadísticas con el objetivo de priorizar las variables del proceso, es importante determinar cuáles de estas son vitales en el proceso, es decir, cuales causan mayor variabilidad y cuales son triviales para esta. Mal Sellado: Mal Fechado: Dispersión Peso:
- 11. Mal Corte: Mal Pliegues: Se tomaron un muestreo de unidades defectuosas entregando la siguiente información: (Ver Ilustración N° 2). UNIDADES DEFECTUOSAS TOMAS AL AZAR 300 100 MAL SELLADO MAL FECHADO DISPERSION PESO MALL CORTE MALL PLIEGUES 8 6 68 12 6 Ilustración N° 2: Diagrama de Pareto:
- 12. La primera medición entrego que nuestros mayores problemas se encuentran en la dispersión de pesos, por lo que sin duda debería ser nuestra variable a trabajar. La primera fase de medición es realizar un Capability Sixpack a cada máquina a fin de determinar las variables básicas del proceso. De este modo tenemos los datos de cada una de las máquinas para el día 1 de medición. Ilustración N°3: Capability Sixpack Maquina 1 Una variable que determinamos rápidamente de este análisis, es que la variable peso en esta máquina no distribuye normal. Para revisar que distribución de probabilidad es la que mejor se ajusta a los datos, se corrieron los Test de Hipótesis, usando Minitab con los siguientes resultados:
- 13. Prueba de bondad del ajuste Distribución AD P LRT P Normal 2,388 <0,005 Transformación Box-Cox 2,385 <0,005 Lognormal 2,389 <0,005 Lognormal de 3 parámetros 2,439 * 0,891 Exponencial 36,546 <0,003 Exponencial de 2 parámetros 5,696 <0,010 0,000 Weibull 2,508 <0,010 Weibull de 3 parámetros 2,602 <0,005 0,039 Valor extremo más pequeño 2,510 <0,010 Valor extremo por máximos 2,668 <0,010 Gamma 2,440 <0,005 Gamma de 3 parámetros 5,549 * 1,000 Logística 2,368 <0,005 Loglogística 2,369 <0,005 Loglogística de 3 parámetros 2,368 * 0,902 Se puede observar que para ninguna distribución el p-valor es mayor que 0,05. A fin de evitar errores se ha utilizado el Capability con muestras tomadas durante toda la semana, lo que nos hace aumentar el número de datos de 100 a 500. Ilustración N° 4: Capability Sixpack Máquina 1, datos semanales
- 14. El p-valor para la distribución normal sigue siendo menor a 0,05 y la distribución a simple vista parece converger a una distribución Uniforme, más que a alguna otra. Aun así se puede observar que el Cp<1 y que Cpk<0. Ilustración N° 5: Capability SixPack Máquina 2 Para el caso de la máquina 2, tenemos que se puede considera una distribución normal para modelar las variabilidades del proceso, se sabe que existe un proceso descentrado y con una variabilidad de la máquina que excede los límites de especificación (Cp =0,1), además de un descentramiento del proceso (Cpk<0) Lo más importante de la etapa es que mide el desempeño actual del proceso, determina qué se va a medir, desarrolla y valida el sistema de medición.
- 15. Dentro de esta etapa es interesante concluir que: Ambas máquinas, siendo parte del mismo proceso, presentan características muy distintas, partiendo por la distribución de probabilidad de sus resultados. Que la máquina 1 tenga una distribución Uniforme da luces de donde están las causas más probables en dicha máquina. Siendo que en un rango de 999 a 1005 gramos, cada peso es equiprobable, parece indicar que por diseño la máquina tiene un rango variabilidad de 6 gramos, por lo que exigirle una variabilidad de 2 gramos es complejo, sin embargo se detallará más en la fase de analizar. 2.3. Analizar. En esta fase de la metodología DMAIC se analizan y evalúan los resultados obtenidos, su propósito es identificar, validar y seleccionar las causas raíz de la variación del proceso para así poder atacarlas. Lo más importante de esta etapa es que analiza lo que está mal, determina la causa raíz de los problemas y/o defectos e identifica las oportunidades de mejora en el proceso. Para esta etapa se consideran las variables de entrada definidas en el SIPOC y se realizara un Análisis de Causa Raíz, que nos permita identificar las potenciales causas de variación y por ellos los focos de mejora.
- 16. Tabla N° 4: Análisis Causa Raíz Envasadora de Manteca Componente Modos de Falla Bomba de alimentacion de manteca no gira Motor bomba alimentacion de manteca Rueda dentada dañada Sensor de revolucione s roto Densidad de materia prima alterada Bolsas de envasado mal dimensiondas Caja de control dañada Cable alimentacion de sensor sin energia Ducto de alimentacion quebrado Sistema de dosificacion dañado HIPOTESIS Mecanismos de Deterioro Eje y piñones con desgaste friccion excesiva Rodamiento de rodaduras y baja aislacion Dañado por golpe, piñon con deformacion en dientes Sensor fundido degradacion de materiales e insumos para receta de manteca cuchillas de corte de bolsas con desgaste y mal calibrada Cables y terminales interiores sueltos o aislados Cable aislado alimentacion presenta deformacion por golpe daño estructural en sistema de dosificacion como conjunto en operacion Causa Fisica Sistema de dosificacion es antiguo y presenta margenes de error importante, conjunto presenta un alto grado de obsolescencia debido a su tecnologia Causa Humana Personal de Ingenieria y matencion no pueden modificar dosificación con margen de error cero. Causa Latente Por razones comerciales, al empresa decide sobredosificar para no cobrar material no entregado La organización no realiza renovacion en maquina envasadora de mantenca No existe una politica de renovación de equipos. No se realiza LCCA de los activos Problemática : Dispersion por peso, envases de mantenca con mas de 1 kg
- 17. PROCESODE VALIDACION DEHIPOTESIS N°1 HIPOTESIS ARGUMENTACION VALIDACION PLAN DEACCION 1 Eje y piñonescon desgaste fricción excesiva Se realizadesarme de bombay piñonespor personal de mantención no evidenciando desgaste de componentesde bomba y engranajes, se dejaconstanciaen OTde servicio. Descartada LaOrganización evalúala comprade tecnologíade dosificación que reduce a cero loserroresde envasado, básicamente con lacomprade un servo motor instalado en el sistemano tendráel operador que estar ajustado cadacierto tiempo ladosificación y muy por el contrario seteael programador unasolavez a1000 grsy labombaproporcionará esacantidad requerida. 2 Rodamiento de rodadurasy baja aislación Se realizadesmontaje del motor, por parte de personal eléctrico de mantención no se encuentran rastrosde deterioro de rodamiento y aislación Descartada 3 Dañado por golpe, piñón con deformación en dientes Engranaje en perfectascondicionesde operación, no se evidencia en pruebasfísicasdañosy OT anteriorescon información de daño en piñón y golpesvisiblesque demuestren unadeformación. Descartada 4 Sensor fundido Se realizan pruebasy medición asensor de giro que posee el sistema, encontrándose enparámetrosnormalesde operación, se dejaOTde registro por evaluación. Descartada 5 degradación de materialese insumospara recetade manteca En forma diariase realizan muestrasde calidad ainsumosy producto final (manteca), no evidenciando losresultadosninguna desviación en lasmuestras, existen registrosde tomademuestras. Descartada 6 cuchillasde corte de bolsascon desgaste y mal calibrada Se realizavisitaaproveedor de bolsasde envasado paraverificar dimensiones, calibraciones, información de diseño y herramientas de corte y/u extrusión,no encontrando desviacionesal proceso de producción de bolsas. Descartada 7 Cablesy terminales interioressueltos o aislados Se realizainspección general atablero de control no encontrando cablessueltos, asiladospor humedad, corrosión y/o polvo, también se realizamantenimiento general asistema eléctrico según prioridad de programade mantención, existen pautasy OT de respaldospor esosservicios, además se dejaregistro derevisión general de tablero. Descartada 8 Cable aislado Inspección visual descartacable cortado suelto, aislado, desconectado. Descartada 9 alimentación presenta deformación por golpe Inspección visual descartagolpe asistemade alimentación, además personal de mantenciónrealizalimpiezapreventivasegún ciclosprogramados, OTde respaldo por cadaservicio. Descartada 10 daño estructural en sistemade dosificación como conjunto en operación En Inspección visual no se evidenciadaño en sistemade dosificación por algún agente externo o golpes, si se puede determinar a través de análisis realizadosal sistema, que existen variacionesde medición de vueltasque lee el sensor respecto del tiempo de dosificaciónel cual esmanual y lo ajustael operador del equipo, además este ajustesigue manteniendo un margen deerror alto, en pruebasrealizadasen terreno con operador, lo más ajustado que llego el sistema fue envasar bolsasde 1003 grs, con un peack de 1024 grs, ingenierosde procesosy del áreade mantenimiento determinan que el sistemaya estáobsoleto y no hay forma de ajustar asumiendo por años estáperdida. Validada
- 18. 2.4. Mejorar. Es aquí donde se identifican, ponen a prueba y se implementan soluciones de mejora, ya sea de manera parcial o total en los procesos Dentro del proceso de envasado manteca en empresas Mylpan se evidenciaron varias oportunidades de mejora, priorizando las causas más críticas y que generan mayor impacto negativo en el proceso, e identificando actividades directas que permitan una disminución de producto no conforme. Una de ellas hacía referencia a la dispersión de peso, que está directamente relacionada con el sistema de dosificación de manteca en la bolsa. Al analizar este modo de fallo podemos descubrir que si bien el sistema cumple con la política de la empresa de no entregar producto de menos al cliente, esto perjudica directamente el negocio por el nivel de producto de más que se entrega, que esta por sobre un 3%, pero no por una mala ejecución por parte del operador, sino más bien por el conjunto que presenta un alto grado de obsolescencia debido a su tecnología. Para esto se generó un cambio de tecnología al sistema de dosificación de las envasadoras carlinis Para esto se montaran unos servomotores SIMOTICS 1FK7 junto con el drive y la pantalla de comunicación que permitirá al sistema de dosificación un mayor control de dosificación. -Para optimizar aún más se provee de un sistema de chequeador de peso dinámico, el cual permitió ir entregando las dispersiones en línea, para su inmediata corrección. CHEQUEADOR DE PESO PARA BOLSAS Se comienza a generar una política de renovación de equipos y se realizan estudios de LCCA de los activos
- 19. Análisis Económico: A continuación se presenta la evaluación de proyecto. Para esto se ha considerado que actualmente se factura 7200 toneladas anuales, pero se incurre en costos mayores por materia prima. El proyecto debe iniciarse con la inversión en el servomotor, lo cual permitirá dosificar a la medida correcta, manteniendo los costos de Mano de obra y Materia Prima, pero aumentando la facturación. Tabla N°5: Evaluación de Proyecto caso Base. Tabla N°6: Evaluación de Proyecto con Mejora Inversión Servo motor. Caso Base Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 Inversión Ton. Facturadas 7200 7200 7200 7200 7200 Ingresos 14.400.000.000$ 14.400.000.000$ 14.400.000.000$ 14.400.000.000$ 14.400.000.000$ Costo MP 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ Costo MO Directo -29.160.000$ -29.160.000$ -29.160.000$ -29.160.000$ -29.160.000$ Total Costos 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ Beneficios Antes de Impuesto 21.592.440.000$ 21.592.440.000$ 21.592.440.000$ 21.592.440.000$ 21.592.440.000$ Impuesto -3.670.714.800$ -3.670.714.800$ -3.670.714.800$ -3.670.714.800$ -3.670.714.800$ Flujo de Caja 17.921.725.200$ 17.921.725.200$ 17.921.725.200$ 17.921.725.200$ 17.921.725.200$ VAN 67.937.438.773$ Mejora Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 Inversión -50.000.000$ Ton. Facturadas 7221,6 7221,6 7221,6 7221,6 7221,6 Ingresos 14.443.200.000$ 14.443.200.000$ 14.443.200.000$ 14.443.200.000$ 14.443.200.000$ Costo MP 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ 7.221.600.000$ Costo MO Directo -29.160.000$ -29.160.000$ -29.160.000$ -29.160.000$ -29.160.000$ Total Costos 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ 7.192.440.000$ Beneficios Antes de Impuesto 21.635.640.000$ 21.635.640.000$ 21.635.640.000$ 21.635.640.000$ 21.635.640.000$ Impuesto -3.678.058.800$ -3.678.058.800$ -3.678.058.800$ -3.678.058.800$ -3.678.058.800$ Flujo de Caja -50000000 17.957.581.200$ 17.957.581.200$ 17.957.581.200$ 17.957.581.200$ 17.957.581.200$ VAN 68.023.361.224$ Ganancia Proyecto 85.922.450$ CAUE 17.184.490$
- 20. Ilustración N° 6: Simulación. Tabla N° 7: Datos y análisis de Simulación. Previsión: Ganancia Proyecto Estadística Valores de previsión Pruebas 10.000 Caso base $ 85.922.450 Media $ 40.048.593 Mediana $ 71.882.219 Modo '--- Desviación estándar $ 3.773.906.920 Varianza $ 14.242.373.439.604.900.000 Sesgo -0,0611 Curtosis 3,03 Coeficiente de variación 94,23 Mínimo -$ 15.522.478.865 Máximo $ 12.689.220.725 Error estándar medio $ 37.739.069
- 21. 2.5. Control Se establecieron que las medias actuales de MYLPAN están un poco obsoletas por lo tanto para la reducción de variabilidad del proceso se opta por implementar tecnología al proceso de dosificado de grasa o relleno de bolsas de pan de mantequilla, esto nos ayudara a mantener en el tiempo las mejoras implementadas con un control a vía remota desde sala de control. Las mismas estuvieron, relacionadas con los factores determinados como influyentes en las etapas de análisis y mejora. Por ejemplo con, el objetivo de monitorear el peso específico del granel de panes de manteca MYLPAN, se establecieron formatos de control de modo que el peso dentro del software que trae la nueva metodología de dosificación con sensores de peso que generara el corte de llenado para que siga la siguiente bolsa, este control específico será revisado diariamente con el mismo formato manual que lleva MYLPAN lo diferente será que se tomaran 100 muestras del espectro para ir controlando registrado y comunicado al personal de llenado por cada lote elaborado. El conocer el peso, específico del lote producido y comunicarlo oportunamente permitirá asegurar el ajuste correcto del llenado y el control de sobre-dosificación. Adicionalmente se realizara lo siguiente: Se realizara un control estadístico mensualmente hasta tener una estandarización del proceso luego de la puesta en marcha. Se realizara un control estadístico anual, más un detalle de costo beneficio con respecto a la nueva tecnología. Se mantendrá un control de calidad a 100 muestras diarias de productos defectuosos, para ver si la curva de Pareto cambio con respecto a la inicial. Se realizaran charlas de capacitación al personal de lo importante del control de peso y estar especializado, con respecto a la nueva tecnología. Se realizaran 100 muestras diarias aleatorias al proceso de llenado. Finalmente se debe establecer una política de renovación de equipos para mantener el proceso funcionando. Para esto se debe realizar anualmente, como una política, el análisis de ciclo de vida y revisar si los costos de operación y mantenimiento siguen siendo viables para este activo.
- 22. 3. CONCLUSIÓN. El proyecto que realizamos ha contribuido de manera muy necesaria identificar y resaltar los puntos que hay que cubrir y considerar para llevar a cabo en una implementación exitosa del proyecto de mejora a la problemática de sobre dosificación de Mylpan que anualmente factura una pérdida de 43.000.000 millones de pesos. Este proyecto nos deja muchas cosas importantes que reflexionar y muchas otras las ha reforzado como puntos angulares para llevar a cabo una buena implementación de una mejora a un proceso en particular con beneficios reales, bajo un buen análisis de gestión de proceso. Dentro de los puntos que consideramos tienen real importancia la gestión de procesos en la implementación de proyectos de esta naturaleza, ya que, nos ayuda a detectar cuáles son las necesidades reales que generan ruido en la empresa Mylpan y que los procesos sean más operativos con baja variabilidad, centrados y no sea un obstáculo burocrático la implementación de alguna nueva tecnología si realmente tenemos mucha variabilidad en el proceso, ya que, la variabilidad es un enemigo de las empresa y los puede llevar a tener que cerrar, es muy importante que se involucre a los usuarios en el proceso de implementación de los sistemas de manera que se sepa que es lo que de ellos se espera, porque es tan importante el involucramiento del personal, la respuesta es simple a raíz de un análisis de gestión de procesos puede ocurrir que solo debamos centrarlo esto no requiere mayor costo alguno pero si requiere de todo el apoyo laboral para disminuir los costos de proceso, por otra parte es importante definir de manera clara y lo más tangible posible los beneficios económicos, laborales, y de cualquier otra índole que se piensan alcanzar con los sistemas nuevos, de manera que las personas y el dueño dentro de la empresa sepan cómo se van a ver beneficiados particularmente. Para llevar a cabo un proyecto como este, consiste en un cambio de tecnología para regular la dosificación en su línea de llenado, si hacemos todo correctamente para desarrollar e implementar la nueva tecnología tendremos un beneficio real de 43.000.000 millones de pesos al año, por lo tanto, se realizó una evaluación económica al proyecto el cual fue proyectado a 5 años, donde se puede apreciar una ganancia real de 85.922.450 millones de pesos, esta ganancia ya tiene capturado en su flujo los 50.000.000 millones de pesos por inversión para la compra e implementación del equipo en la fábrica Mylpan, se encuentra prorrateado anualmente, Conforme fuimos realizando este proyecto nos fuimos percatando de muchas cosas que antes no habíamos considerado, que ignorábamos. Pudimos observa la importancia de saber las necesidades de la empresa, pero también pudimos detectar algunos puntos claves gracias a la
- 23. Herramienta DMAIC, la que nos ayudó a poder canalizar de forma óptima y objetiva a que sistema se le debía dar mayor importancia bajo la metodología (Definir, Medir, Analizar, Mejorar y Controlar), el detectar áreas de oportunidad en un proceso se denomina mejora continua pero siempre es importante determinar si en ese proceso es necesario realizar una inversión o solo se deberá centrar, pero parte fundamental de la mejora continua es controlar y es por esta razón que DMAIC se ajusta de forma óptima a la evaluación de este proyecto a través de esta herramienta que nos permite saber si el proceso evaluado tiene un control estadístico o está fuera de llegar a ser un proyecto controlado, vale mencionar que este proceso tiene una real necesidad de disminuir la variabilidad en el llenado de bolsas panes de manteca y además debe ser centrarlo, es por esta razón que se presentara a los ejecutivos de MYLPAN este proyecto para la máquina de dosificación CARLINI. https://mylpan.cl/categoria/materias-grasas.